경도계로 작은 측정물을 측정하면 오차 문제가 발생하는데, 이 문제를 해결하는 방법은 무엇입니까?
경도계는 작은 측정물을 측정하는 데에는 적합하지 않지만, 방법을 알면 매우 편리합니다. 커플링은 경도계가 작은 측정물을 측정하는 방법 중 하나이지만 올바른 측정을 위해서는 일반적인 방법을 마스터해야 합니다.
경도시험기는 전자기 유도코일을 통해 반발속도와 충격속도의 비율을 디지털 신호로 변환하여 경도값을 반영합니다. 공작물에 충격이 가해지면 공작물의 크기가 작거나 공작물의 불안정성으로 인해 탄성 계수가 변경되어 경도가 표시되지 않습니다. 또는 경도 값이 낮아 탄성이 손실되고 반동력의 일부가 공작물에 흡수된다는 것을 증명합니다. 이러한 문제는 주로 중공 부품, 얇은 판, 부드러운 금속 재료를 측정할 때 발생합니다. 아래에서는 경도계가 작은 측정물을 측정할 때 오차를 줄이기 위한 몇 가지 방법을 Zhongke Instrument에서 소개합니다. 경도계가 작은 측정물을 측정할 때 오차를 줄이는 방법
파이프 등 속이 빈 재질의 경우 교차면에 부딪치거나 끝면에 충격을 주지 않거나 파이프 벽에 지지대를 추가하는 것이 어렵지만 매우 효과적입니다. 20mm-100mm의 곡면 직경을 측정하려면 옵션 곡면 지지 링이 필요합니다.
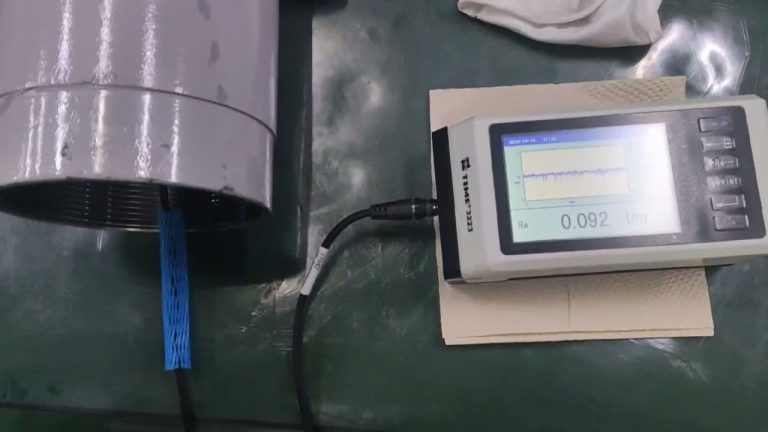
금속재질의 마감은 RA 7um 이하로 해주세요. 표면조도가 좋을수록 경도값의 정확도가 높아집니다.
두께가 5mm 이상 5mm 이하인 측정물의 경우 Leeb 경도계를 선택하지 마십시오.) 측정 시 측정물 뒷면에 버터나 바셀린을 고르게 바르고 플랫폼과 단단히 결합하여 중앙의 공기를 눌러 측정물이 코팅되도록 해야 합니다. 버터나 바셀린 표면을 매끄럽게 할 수 있습니다. 커플이 되기 어려울 것이다. 테스트할 공작물이 플랫폼에서 움직일 수 없는 경우 Leeb 경도 시험기를 사용하여 측정할 수 있습니다. 버터나 바셀린을 너무 많이 바르지 않도록 주의하세요.
견고한 원통이 작업물의 안정성을 보장합니다. 작은 원통에는 V자형 테이블을 추가하는 것이 가장 좋습니다.
브리넬 경도를 측정할 때에는 가공물의 표면 거칠기, 무게, 결합 정도를 개선하기 위한 노력이 필요합니다. 표면 거칠기가 좋지 않아 취급이 어려운 경우, 가공물이 큰 경우에는 G형 충격 장치를 선택하는 것이 가장 좋습니다.