Máy đo độ cứng Rockwell tuy có cấu tạo đơn giản, dễ vận hành nhưng nếu vận hành không đúng cách trong thời gian dài và việc kiểm tra độ cứng không chính xác thì chất lượng sản phẩm sẽ bị ảnh hưởng rất lớn và gây ra những hậu quả không tốt.
Bây giờ chúng tôi sẽ giới thiệu một số lỗi phổ biến và phương pháp xử lý chúng trong hiệu chuẩn như sau:
- Lỗi của con người.
(1) Người vận hành không đủ trình độ kỹ thuật và kinh nghiệm thực tế kém và phải được sử dụng bởi nhân viên quen thuộc với máy kiểm tra độ cứng;
(2) Nếu tải quá nhanh, thời gian giữ tải sẽ ngắn và các bộ phận có độ cứng thấp sẽ có độ cứng cao. Nếu tải quá chậm, thời gian giữ tải sẽ dài và độ cứng sẽ thấp. Quá trình tải phải trơn tru trong quá trình vận hành và phải duy trì thời gian tải nhất định. - Các yếu tố ảnh hưởng đến các bộ phận đang được thử nghiệm.
(1) Các lớp hoàn thiện bề mặt khác nhau cho thấy những ảnh hưởng khác nhau trong bài kiểm tra độ cứng Rockwell. Bề mặt hoàn thiện càng thấp thì độ cứng càng cao trong quá trình kiểm tra độ cứng cao. Ngược lại, độ cứng càng thấp thì bề mặt gồ ghề có vết dao sẽ nguội nhanh nhất trong quá trình tôi, hoặc bề mặt quá cứng sẽ có giá trị độ cứng cao. Ngược lại, khi các bộ phận được tôi luyện và tôi luyện ở nhiệt độ cao, cấu trúc bề mặt có vết dao sẽ thay đổi trước, khả năng chống tôi sẽ nhỏ và giá trị độ cứng sẽ thấp. Khi kiểm tra các bộ phận có độ hoàn thiện bề mặt dưới 7, cần sử dụng đá mài thải để mài mịn, sau đó dũa cho mịn hoặc dùng đá mài tay mịn để đánh bóng rồi lau sạch.
(2) Có vết muối, cát và các chất khác trên bề mặt của các bộ phận được xử lý nhiệt. Khi có tải trọng tác dụng, các bộ phận sẽ trượt. Nếu có dầu mỡ, đầu kim cương sẽ có tác dụng bôi trơn khi ấn vào, làm giảm ma sát và tăng độ sâu vết lõm. Hai lý do này làm cho giá trị độ cứng đo được thấp. Giá trị độ cứng của các bộ phận được kiểm tra ở nơi có lớp da oxit mỏng giảm và giá trị độ cứng của phần có lớp da oxit dày đặc tăng lên. Các bộ phận cần đo độ cứng phải được lấy ra khỏi cân và lau sạch để không có vết bẩn.
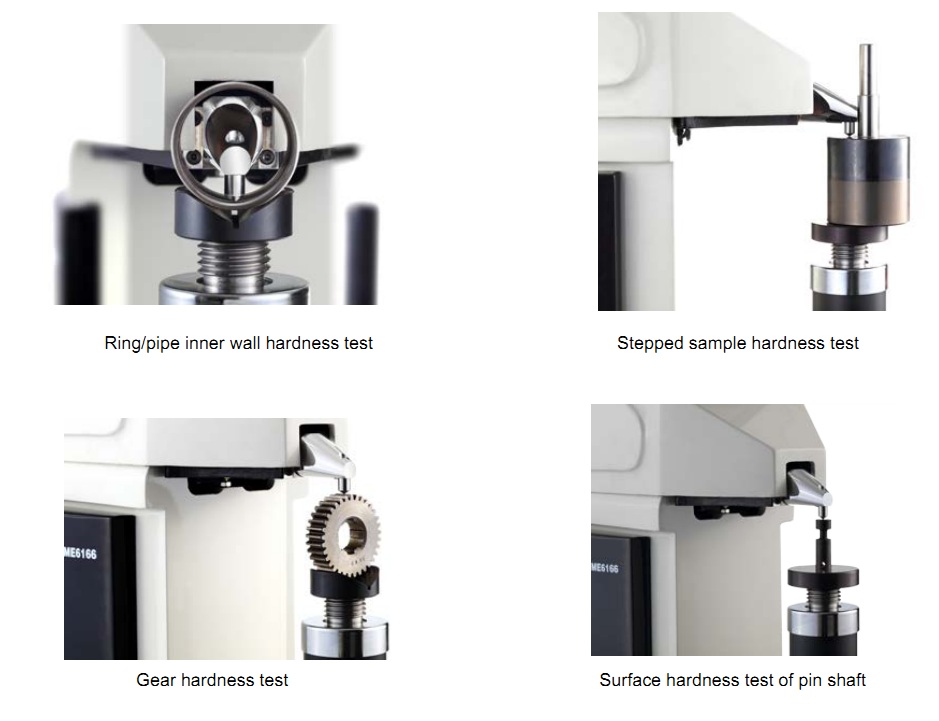
(3) Sai số khi kiểm tra độ cứng của bề mặt nghiêng (hoặc côn), bề mặt cầu và phần hình trụ lớn hơn so với bề mặt phẳng. Khi vết lõm ấn vào bề mặt của bộ phận đó, điện trở xung quanh điểm lõm sẽ nhỏ hơn bề mặt phẳng và thậm chí có thể bị lệch hoặc trượt. Độ sâu vết lõm tăng và độ cứng giảm. Bán kính cong càng nhỏ thì độ dốc càng lớn và giá trị độ cứng càng giảm đáng kể. Đầu dò kim cương cũng dễ bị hư hỏng. Đối với những bộ phận như vậy, phải thiết kế một bàn làm việc đặc biệt để làm cho bàn làm việc và mũi đo đồng tâm. - Ảnh hưởng của người trong cuộc.
(1) Mũi khoan kim cương không đạt yêu cầu kỹ thuật hoặc bị mòn sau một thời gian sử dụng. Nếu người vận hành không thể đánh giá chất lượng của viên kim cương, nó có thể được cơ quan đo lường và kiểm nghiệm xác minh.
(2) Mũi khoan bi thép không đủ độ bền và độ cứng và dễ bị biến dạng. Khi quả cầu thép bị dẹt và biến dạng vĩnh viễn, nó sẽ trở thành hình elip. Khi trục ngắn vuông góc với bề mặt của bộ phận, vết lõm nông và giá trị chỉ báo cao. Khi trục dài vuông góc với bề mặt của chi tiết, vết lõm trở nên sâu hơn và giá trị chỉ báo giảm. Dung sai của bi thép nhỏ tới 0,002. ừm. - Khía cạnh tải.
(1) Tải trọng ban đầu: Có ma sát giữa lò xo và trục quay, cần gạt và đồng hồ so làm cho lực tăng hoặc giảm 100N. Vít điều chỉnh bị lỏng, khối điều chỉnh di chuyển và thanh đẩy ở vị trí không đúng. Có sự chênh lệch về vạch xuất phát khiến tải trọng ban đầu không chính xác. Nếu tải ban đầu không chính xác, cần điều chỉnh sự phối hợp của lò xo, trục quay, đòn bẩy, mặt số, v.v. Sau khi vị trí của khối điều chỉnh đã di chuyển thích hợp, hãy siết chặt vít điều chỉnh và vị trí của thanh đẩy cùng một lúc. Dung sai của tải ban đầu phải nhỏ hơn 2%.
(2) Tải trọng chính: Tỷ lệ đòn bẩy sai, trọng lượng cân bằng của cần và trọng lượng không chính xác; trục chính, đòn bẩy và vật nặng bị lệch sẽ khiến tải trọng chính bị sai lệch. Tỷ lệ đòn bẩy sai và cần được điều chỉnh. Nếu lưỡi dao bị mòn thì cần sửa chữa hoặc thay thế, nếu trục xoay bị biến dạng thì phải nắn thẳng lại. Độ lệch trục chính, đòn bẩy và trọng lượng phải được điều chỉnh. Dung sai tải chính của các cân khác nhau nhỏ hơn 0,5%. - Máy đo độ cứng không được lắp đặt đúng cách.
Máy đo độ cứng không ở vị trí nằm ngang và giá trị của nó thấp khi kiểm tra độ cứng. Sử dụng thước thủy để đo mức và sau đó đo độ cứng bằng máy đo độ cứng. - Bề mặt của một bộ phận kiểm tra nhất định tiếp xúc kém với bàn làm việc hoặc điểm đỡ không ổn định.
Điều này sẽ gây ra hiện tượng trượt, lăn, cong vênh, v.v., không chỉ làm cho kết quả không chính xác mà còn làm hỏng thiết bị. Bàn làm việc phù hợp phải được thiết kế dựa trên hình dạng của bộ phận. - Ảnh hưởng của môi trường xung quanh.
Máy đo độ cứng dùng trong sản xuất tại nhà máy thường bị ảnh hưởng bởi sự rung động ở môi trường xung quanh khiến kết cấu thiết bị bị lỏng lẻo và giá trị chỉ thị không ổn định. Máy đo độ cứng nên được lắp đặt ở nơi không có rung động hoặc cách xa nguồn rung.